- 3 Fazlı Asenkron Motora Sürekli Yol Verme
- Yarışmacı butonları
- 3 Fazlı Asenkron Motorun Devir Yönü Değiştirilmesi
- Trafik ışıkları 1
- 4 farklı ASM’nin Zamanla Kontrolü
- Şişe dolum ve kapaklama
- Karşılaştırıcı Kontaklar ile Trafik Işıkları 2
- 5 Farklı Motorun Karşılaştırıcı Kontaklar Kullanarak Zaman İle Kontrolü
- Sayıcı ile kontrol
- OTOPARK
- Dayanıklılık Testi
- 5 ASM 1 start butonu
- KONVEYÖR SİSTEM
- KONVEYÖR SİSTEM 2
- Konveyör Sistem 3
- Konveyör Sistem 4
- Metal-Plastik Ayıklama
- Limonata Kazanı
- 3 Fazlı ASM’in Zamanla Hız Kontrolü (Analog işlemler)
- Sıcaklık Kontrol Devresi (Analog İşlemler)
- Basınç İzleme (Analog İşlemler)
- Kazan Kontrol (Analog İşlemler)
Starta bastığımızda motor sürekli çalışacaktır. Stop butonuna basıldığında ise motor duracaktır. Bu işlemi klasik kumanda mantığı (mühürleme) ve SET-RESET kontakları ile yapınız.
Bunun için gerekli PLC programını S7-1200’e göre TIA programı ile yaparak PLC’ye yükleyerek çalıştırınız.
Program şemasını ve PLC bağlantı şemasını aşağıya çiziniz.
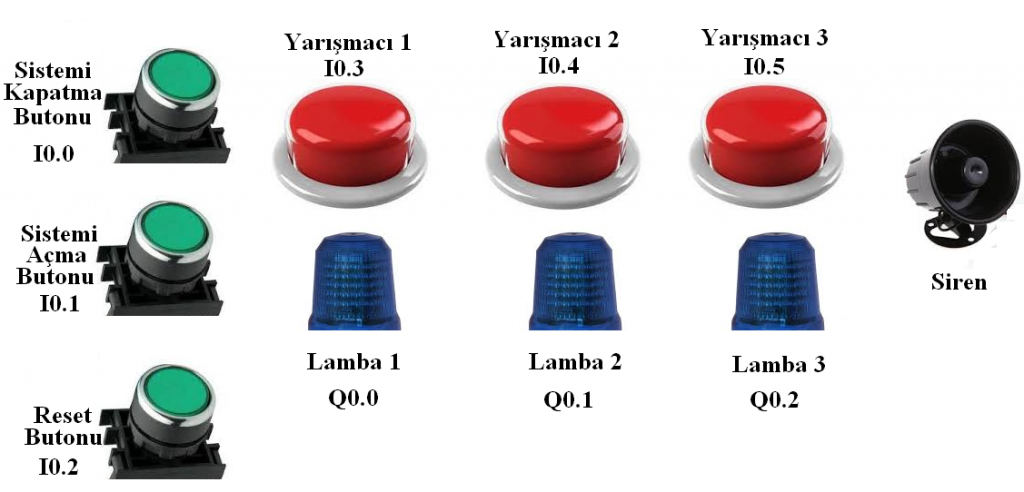
- Aşağıdaki bir bilgi yarışması için hazırlanan buton sistemi vardır. Sistem şu şeklide çalışmaktadır;
- Sistem açma butonuna basılınca sistem hazır hale gelecektir.
- Sistem kapatma butonuna basılınca sitem çalışmayacaktır.
- Soru sorulduktan sonra butona ilk basan yarışmacının önündeki lamba ve siren çalacaktır.
- Siren 1,5 sn sonra kendi kendine duracaktır.
- Diğer yarışmacılar sonradan butona bassa dahi onların önündeki lamba yanmayacaktır.
- Yönetici Reset butonuna basınca lamba sönecek ve sistem tekrardan kullanıma hazır hele gelecektir.
Bunun için gerekli PLC programını S7-1200’e göre TIA programı ile yaparak PLC’ye yükleyerek çalıştırınız.
Program şemasını ve PLC bağlantı şemasını aşağıya çiziniz.
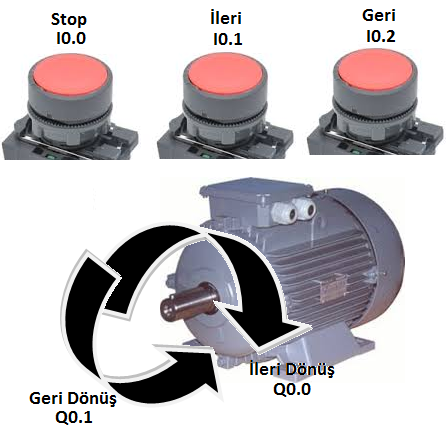
3 fazlı ASM ileri ve geri yönde çalıştırılacaktır. İleri butonuna basılınca motor ileri yönde çalışacaktır. Motor ileri yönde çalışırken Geri butonuna basılma ihtimaline karşı sistem elektriksel kilitlemeli (kontak emniyetli) olarak korunacaktır. Stop butonuna basıldıktan sonra motor Geri butonuna basılarak ters yönde çalıştırılacaktır.
Bunun için gerekli PLC programını S7-1200’e göre TIA programı ile yaparak PLC’ye yükleyerek çalıştırınız.
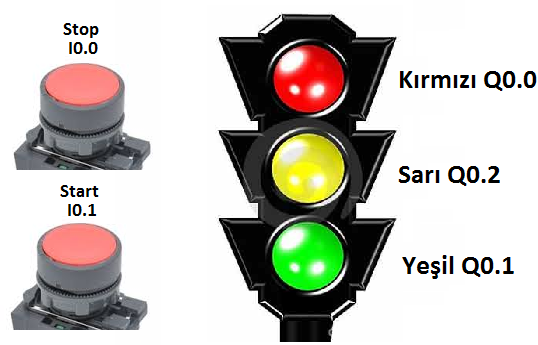
Üst tarafta bulunan trafik ışıkları aşağıdaki gibi çalışmaktadır.
- Starta basar basmaz kırmızı lamba yanacaktır.
- Bundan 8 sn sonra sarı lamba yanacaktır. (Sarı ile kırmızı birlikte yanacaktır)
- Sarı yandıktan 3 sn sonra sarı ve kırmızı lamba sönecek ardından yeşil lamba yanacaktır.
- Yeşil lamba 10 sn yandıktan sonra sarı lamba tekrardan yanacaktır. (Sarı ile Yeşil lamba birlikte yanacaktır)
- Yeşil ve sarı lamba birlikte 3 sn yanacaktır.
- Bu 3 sn’nin sonunda sistem kendini tekrar edecektir. (Tekrar kırmızı yanacak……)
Bunun için gerekli PLC programını S7-1200’e göre TIA programı ile yaparak PLC’ye yükleyerek çalıştırınız.
Program şemasını ve PLC bağlantı şemasını çiziniz.
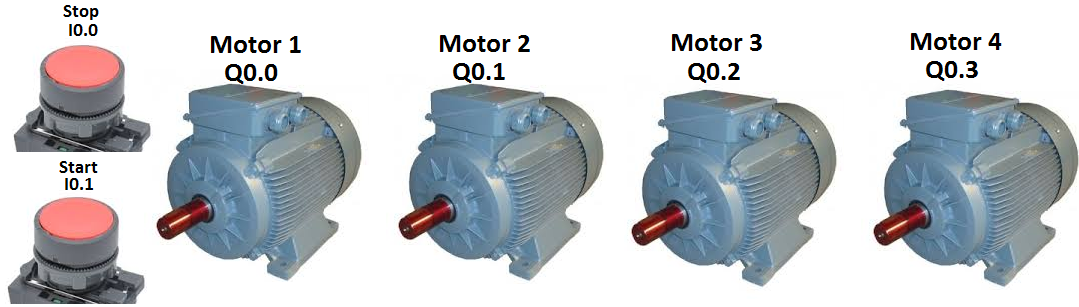
- Aşağıda görülen 3 fazlı Asenkron motorlar şu şekilde çalışmaktadır.
Starta basıldığında Motor 1 çalışacak 4sn sonra Motor 2 çalışacak. Bundan 6sn sonra Motor 1 ve Motor 2 duracak Motor 3 çalışacak. Bundan 7 sn sonra Motor 3 duracak, Motor 1 tekrar çalışacak. Bundan 6 sn sonra motor 4 çalışacak. Motor 4 çalıştıktan 6 sn sonra sistem duracaktır.
Herhangi bir andan stop butonuna basılırsa sistem duracak ve en baştan tekrar çalışmaya hazır hale gelecektir.
Bunun için gerekli PLC programını S7-1200’e göre TIA programı ile yaparak PLC’ye yükleyerek çalıştırınız.
Program şemasını ve PLC bağlantı şemasını çiziniz.
- Aşağıdaki bir şişe dolum ve kapaklama için hazırlanan bir sistem vardır. Sistem sırasıyla şu şeklide çalışmaktadır;
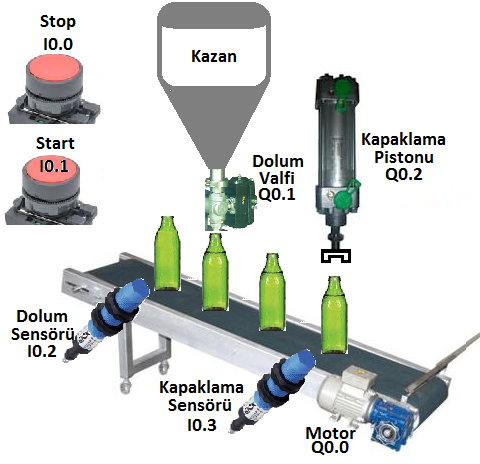
- Starta basıldığında bant çalışacaktır. (Q0.0)
- Şişe Dolum Sensörünün (I0.2) önüne gelince bant duracaktır.
- Dolum valfi açılarak şişeye 8 sn boyunca sıvı doldurulacaktır.
- Dolum işlemi bitince bant tekrar çalışacaktır.
- Şişe Kapaklama Sensörünün (I0.3) önüne gelince bant tekrar duracaktır.
- Kapaklama pistonu 2 sn boyunca enerjilenecektir.
- Daha sonra bant tekrar çalışacaktır.
Bunun için gerekli PLC programını S7-1200’e göre TIA programı ile yaparak PLC’ye yükleyerek çalıştırınız.
Program şemasını ve PLC bağlantı şemasını çiziniz.
Aşağıda 4 adet trafik ışığı bir kavşağı kontrol etmektedir. 1. ve 3 ışık kendi aralarında eş zamanlı çalışmaktadır. Aynı şekilde 2. ve 4. Işık da kendi aralarında eş zamanlı çalışmaktadır. Sistemin çalışması aşağıdaki gibidir.
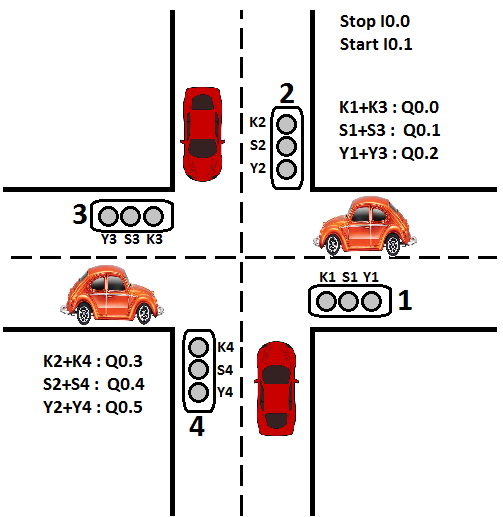
- Starta basar basmaz K1+K3 ve Y2+Y4 yanacaktır.
- Bundan 8 sn sonra S1+S3 ve S2+S4 yanacaktır.
- Lambalar 3 sn birlikte yandıktan sonra sönecektir.
- Hemen ardından K2+K4 ve Y1+Y3 yanacaktır.
- 10 sn sonra S1+S3 ve S2+S4 tekrar yanacaktır.
- Lambalar 3 sn birlikte yandıktan sonra sistem tekrardan başa dönecektir. (a şıkkı)
Bunun için gerekli PLC programını S7-1200’e göre karşılaştırıcı kontaklar kullanarak TIA programı ile yaparak PLC’ye yükleyerek çalıştırınız.
Program şemasını ve PLC bağlantı şemasını çiziniz.
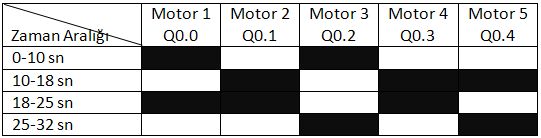
5 farklı motor aşağıdaki tablodaki zaman aralıklarında tek zaman rölesi ile kontrol edilecektir. Start butonuna basıldığı anda sistem çalışacak ve tabloda belirtilen zaman aralıklarında işaretlenen motorlar çalışacaktır. Son zaman aralığında çalıştıktan sonra sistem tekrardan başa dönecek stop butonuna basılıncaya kadar sürekli bir döngü oluşacaktır. (ör: 0-10 sn aralığında Motor 1 ve Motor 3 çalışacaktır.)
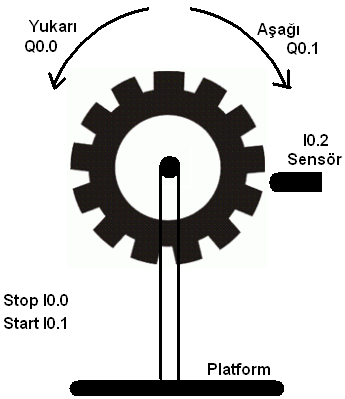
Üstteki çark kendisine bağlı platformu yukarı ve aşağı hareket ettirecek şekilde ayarlanmıştır. Çarkın dişlerinin her birinin hareketi platformu 1cm hareket ettiriyor. Bu dişleri gören bir adet indüktif sensör vardır. Bu sensörün önünden her diş geçişinde bir sinyal üretiyor. Yani her diş geçişi platformu 1 cm yer değiştirtiyor.
Buna göre; starta basıldığında platform 5 cm yukarı çıkacak. (yani sensör 5 defa diş görecek) 5 cm yukarı çıktıktan sonra burada 7 saniye bekleyecek ve aşağı yönde 6 cm inecek. Bu işlem sadece 1 kez yapılacak. Herhangi bir anda stop butonuna basılırsa sistem duracaktır.
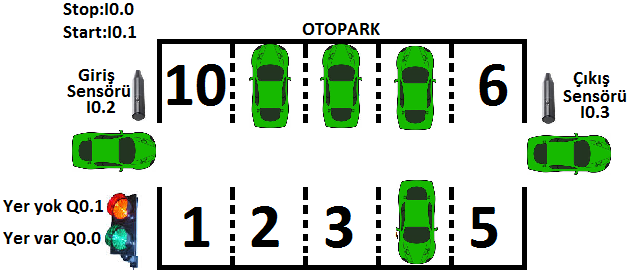
Aşağıdaki otopark 10 araç kapasitelidir. Otoparka giren ve otoparktan çıkan araçları sayan birer sensör vardır. Starta basıldığında sistem devreye girecektir. Otoparkta yer olduğunda yer var lambası yanacaktır. Otoparkta yer kalmadığında (10 araç olduğunda) yer yok lambası yanacaktır. Otoparktan araç çıktığında (10 araçtan daha az araç kaldığında) tekrardan yer var lambası yanacaktır.
Bunun için gerekli PLC programını S7-1200’e göre TIA programı ile yaparak PLC’ye yükleyerek çalıştırınız.
Program şemasını ve PLC bağlantı şemasını çiziniz.
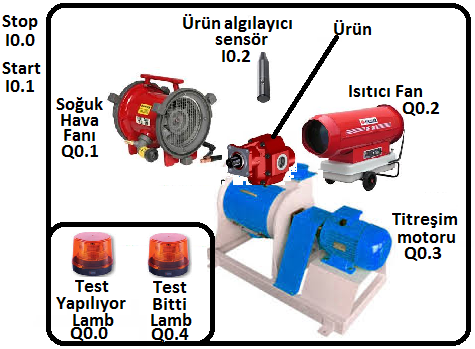
Bir ürüne dayanıklılık testi yapılacaktır. Bunun için aşağıdaki gibi bir düzenek hazırlanmıştır. Sistem şu şekilde çalışmaktadır.
- Sistemin çalışabilmesi için ürün algılayıcı sensörün sürekli olarak ürünü görmesi gerekmektedir. Herhangi bir anda sensör ürünü algılamaz veya stop butonuna basılırsa test duracak ve sistem resetlenecektir.
- Starta basıldığında soğuk hava fanından 10 sn boyunca hava üflenecektir.
- 10 sn’nin sonunda soğuk hava fanı duracak ve hemen ardından ısıtıcı fan 12 sn boyunca hava üfleyecektir.
- 12 sn’nin sonunda ısıtıcı fan duracak ve hemen ardından titreşim motoru devreye girerek 14 sn boyunca ürünü sarsacaktır.
- 14 sn’nin sonunda işlem başa dönecektir (soğuk hava….)
- Bu işlemler 3 kez tekrar edecek ve sonunda bitecektir.
- Test yapılırken test yapılıyor lambası sürekli yanacaktır.
- Test bittiğinde test bitti lambası yanacak sistem resetlenecektir.
- Yeni bir ürün yerleştirildiğinde tekrar starta basılarak test tekrar edilecektir.
Bunun için gerekli PLC programını S7-1200’e göre TIA programı ile yaparak PLC’ye yükleyerek çalıştırınız.
Program şemasını ve PLC bağlantı şemasını çiziniz.
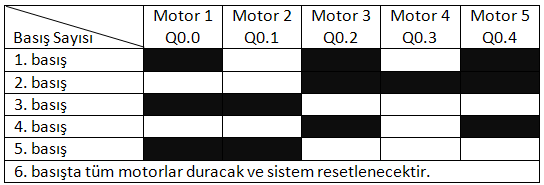
5 farklı ASM’yi sadece 1 start butonu kullanarak aşağıdaki tabloya göre çalıştırınız. ( Ör: start butonuna 1 basışta 1. 3. ve 5. Motor çalışacak. start butonuna 2 basışta ise 3. 4. ve 5. Motor çalışacak. )
Bunun için gerekli PLC programını S7-1200’e göre TIA programı ile yaparak PLC’ye yükleyerek çalıştırınız.
Program şemasını ve PLC bağlantı şemasını çiziniz.
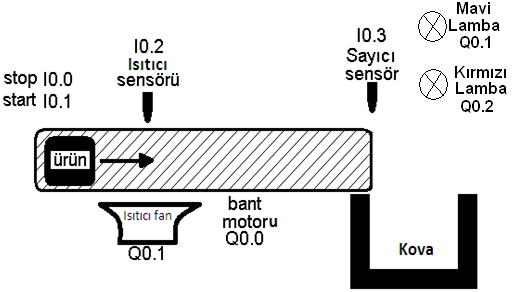
- Aşağıdaki sistem şu şekilde çalışmaktadır.
- Starta basıldığında bant çalışacak,
- Ürün ısıtıcı sensöre geldiğince bant duracak ve ısıtıcı fan 6sn boyunca çalışacak
- Daha sonra bant tekrar çalışacak
- Ürünler kovaya boşalırken sayıcı sensör 3 adet ürün sayınca mavi lamba yanacak
- Ürünler kovaya boşalırken sayıcı sensör 6 adet ürün sayınca bant duracak.
- Bu sırada (bant durduğu anda) Kırmızı lamba da yanacak.
- 5 sn sonra mavi ve kırmızı lamba sönecek.
- Mavi ve kırmızı lamba söner sönmez bant tekrar çalışacak.
Bunun için gerekli PLC programını S7-1200’e göre TIA programı ile yaparak PLC’ye yükleyerek çalıştırınız.
Program şemasını ve PLC bağlantı şemasını çiziniz.
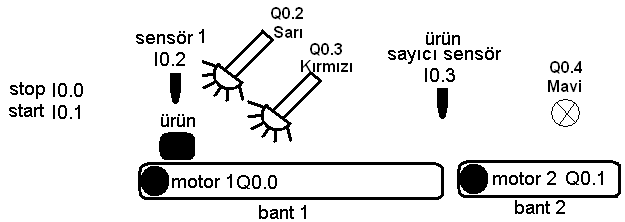
- Aşağıdaki sistem şu şekilde çalışmaktadır.
- Starta basıldığında bant 1 çalışacak.
- Ürün sensör 1 e gelince bant 1 duracak
- Burada ürün 4 sn sarı ışığa maruz bırakılacak.
- Daha sonra ürün 3 sn Kırmızı ışığa maruz bırakılacak.
- Bu işlemlerden sonra bant 1 tekrar çalışacak.
- “Ürün sayıcı sensör” 5 adet ürün sayınca Bant 1 duracak ve Bant 2 çalışacak.
- Bant 2 çalıştığı sürece “Mavi” ışık yanacak.
- 5 sn sonra bant 1 duracak ve bant 2 tekrar çalışacak.
Bunun için gerekli PLC programını S7-1200’e göre TIA programı ile yaparak PLC’ye yükleyerek çalıştırınız.
Program şemasını ve PLC bağlantı şemasını çiziniz.
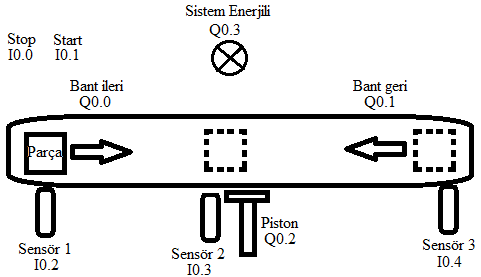
Aşağıdaki sistem şu şekilde çalışmaktadır.
Start butonuna basıldığında sistemin hazır hale geldiğini gösteren “Sistem enerjili” lambası yanacaktır. Bir adet parça “Sensör 1”in önüne bırakılıyor. Bu parça bırakıldıktan 4 sn sonra bant ileri yönde çalışacaktır. Parça “sensör 2” nin önünden geçerek (burada sensör 2 parçayı görüyor) devam edecektir. Parça “sensör 3” e gelince bant duracaktır. 6 sn sonra bant geri yönde çalışacaktır. Parça “sensör 2”nin önüne tekrar gelince (sensör 2 nin parçayı 2. Görüşü) bant duracaktır. Bant durur durmaz “piston” 1,5 sn çalışacak ve ardından duracaktır. “sensör1” in önüne başka bir parça konulduğunda sistem aynı şekilde bir daha çalışacaktır. Stop butonuna basıldığında sistem duracak sistemdeki her şey sıfırlanacaktır.
Bunun için gerekli PLC programını S7-1200’e göre TIA programı ile yaparak PLC’ye yükleyerek çalıştırınız.
Program şemasını ve PLC bağlantı şemasını çiziniz.
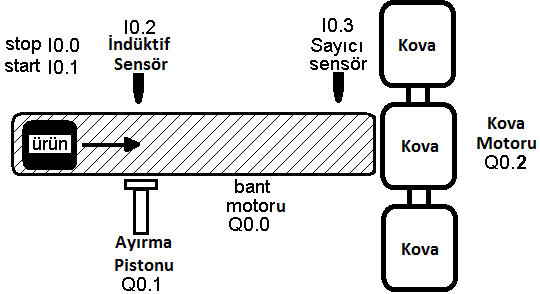
Aşağıdaki sistemde metal ve plastik malzemeler ayrıştırılmaktadır, sistem şu şekilde çalışmaktadır;
- Starta basıldığında “bant” çalışacak.
- Eğer İndüktif sensör metal bir cisim algılarsa “bant” duracak
- Ayırma pistonu 3 sn çalışacak
- Bundan sonra “bant” tekrar çalışacak
- Metal olmayan cisimler kovalara dolacaktır.
- Sayıcı sensör 6 adet ürün sayıncı “bant” duracak.
- Kova motoru 6 sn çalışarak yeni kovayı getirecek.
- Yeni kova gelince “bant” tekrar çalışacak
- Sistem stop butonuna basana kadar bu şekilde çalışacaktır.
Bunun için gerekli PLC programını S7-1200’e göre TIA programı ile yaparak PLC’ye yükleyerek çalıştırınız.
Program şemasını ve PLC bağlantı şemasını çiziniz.
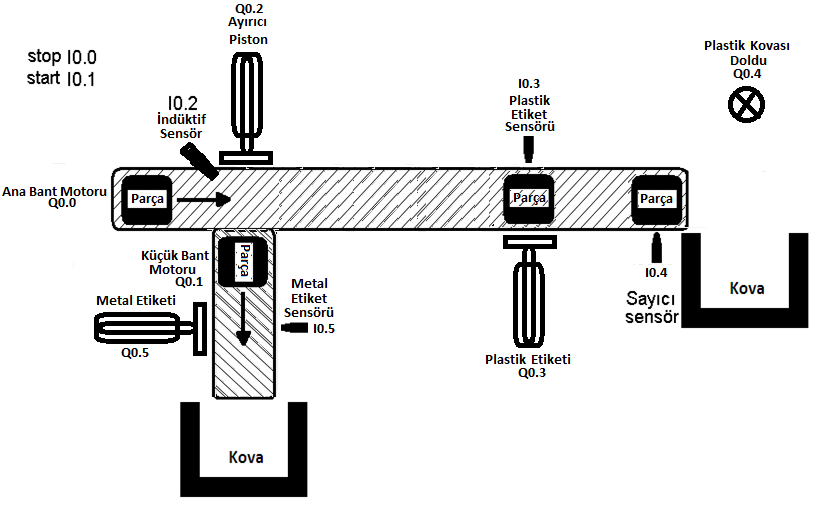
Aşağıdaki sistemde starta basılınca Ana bant ve küçük bant çalışacaktır. Parçalar metal ve plastik olarak ikiye ayrılmaktadırlar. Bu ayırma işlemi için indüktif sensör kullanılmaktadır. İşlemler aşağıdaki gibi olacaktır;
- Eğer parça metal ise; ayırıcı piston 2 sn enerjilenerek parçayı küçük banta itiyor.
- Bantlarda yapılan işlemler;
Ana Bant:
- Parça Plastik Etiket sensörünün önüne gelince ana bant duracak
- ve 3 sn plastik etiketi pistonu etiket basacaktır.
- Sonra bant tekrar çalışacak.
- Sayıcı sensör 6 adet parça sayınca bant duracak
- ve 4sn boyunca plastik kova doldu lambası yanacak.
- Sonra bant tekrar çalışacak.
Küçük bant:
- Parça metal etiket sensörünün önüne gelince küçük bant duracak
- ve 3 sn metal etiketi pistonu etiket basacaktır.
- Sonra bant tekrar çalışacaktır
Bunun için gerekli PLC programını S7-1200’e göre TIA programı ile yaparak PLC’ye yükleyerek çalıştırınız.
Program şemasını ve PLC bağlantı şemasını çiziniz.
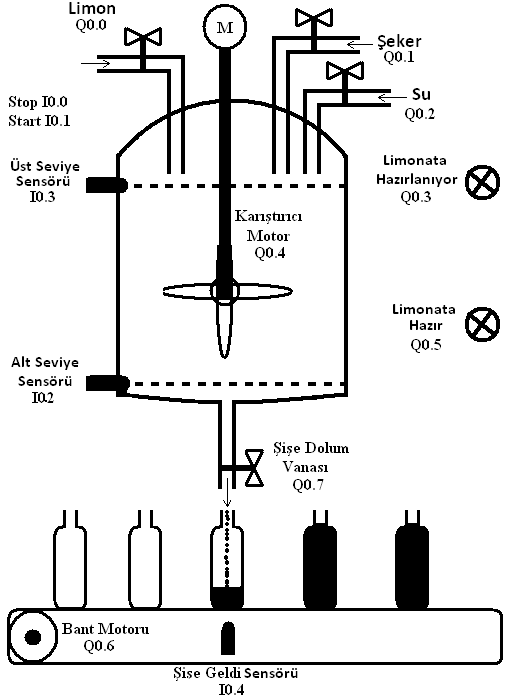
Üstte Limonata hazırlanan ve daha sonra şişeleme işlemi yapılan bir sistem vardır. Limonata hazırlanan Kazan ilk anda boştur.
Sistem aşağıdaki gibi çalışmaktadır;
- Limonata hazırlama aşaması
- Limonata hazırlama esnasında “limonata hazırlanıyor” lambası yanacaktır.
- Starta basıldığında “limon”, “su” ve “şeker” aynı anda kazana dolmaya başlıyor.
- 4 sn sonra şeker vanası kapanacak.
- Bundan 6 sn sonra da Limon vanası kapanıyor ve sadece su vanası açık kalacak.
- İçerideki sıvı seviyesi “Üst seviye sensörü” hizasına gelince “su” vanası da kapanacak.
- Su vanası kapanır kapanmaz “Karıştırıcı motor” çalışıyor ve 10 sn sonra duracak.
- Karıştırma işleminden sonra “limonata hazır lambası” yanacak ve şişe dolum işlemine başlanacak.
- Şişe Dolum Aşaması
- Şişe “şişe dolum vanası”nın önüne gelince bant duracak.
- “Vana” 6 sn boyunca açık kalarak şişeyi dolduracak
- Şişe dolduktan sonra bant tekrar çalışacak.
- Dikkat edilmesi gereken noktalar
- Kazandan limonata boşaldığında yani “alt seviye sensörü” her hangi bir şey algılamadığında Limonata hazırlama işlemi tekrar edecektir.
- Şişe dolumu sırasında kazanda limonata miktarı azalacaktır. Dolayısıyla üst seviye sensörü sıvı algılamayacaktır. Bunun sonucunda doldurma vanalar tekrar çalışabilir. Bu mutlaka önlenmelidir. Doldurma vanalarının çalışması için alt seviye sensörünün limonatayı algılamaması gerekir.
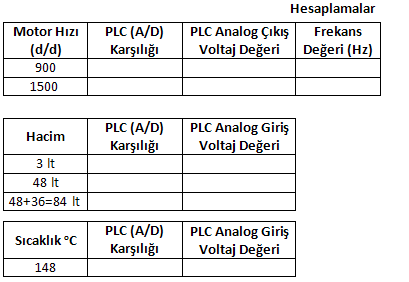
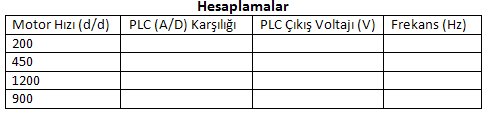
Starta basıldığında motor 200d/d ile dönecektir. 10 sn sonra hızı 450d/d olacaktır. Bundan 12 sn sonra motorun hızı 1200 d/d olacaktır. Bundan 15 s sonra da motor hızı 900d/d ‘ya düşecektir. (Motorun 50 Hz’deki (tam devir) devrini öğrenmek için kullanacağının ASM’nin etiketine bakınız)
(Burada PLC ile Frekans invertörü kontrol edilecek, Frekans invertörü ile de 3 fazlı ASM kontrol edilecektir.)
Gerekli hesaplamaları yaparak tabloya yazınız.
Bunun için gerekli PLC programını S7-1200’e göre TIA programı ile yaparak PLC’ye yükleyerek çalıştırınız.
Program şemasını, Frekans invertörünün PLC ye bağlantı şemasını ve PLC bağlantı şemasını çiziniz.
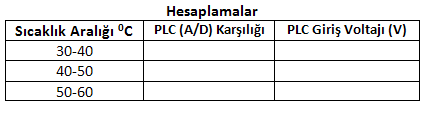
Bir sistemin sıcaklığı bir sensör ile sürekli kontrol edilmektedir. Sıcaklık sensörü 0-1000C aralığını 0-10V olarak vermektedir. (1000C =10V). Sıcaklığa bağlı olarak çalışan 3 adet ısıtıcı vardır. Sıcaklık değeri 30-40 0C arasında iken 3 adet ısıtıcı çalışacak, sıcaklık değeri 40-50 0C arasında iken 2 adet ısıtıcı çalışacak, sıcaklık değeri 50-60 0C arasında iken 1 adet ısıtıcı çalışacak, sıcaklık değeri 60 0C üzeride ise tüm ısıtıcılar duracaktır. Çalışma sistemi ayrıca tablo halinde aşağıya da çıkartılmıştır.
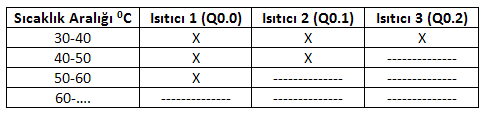
Gerekli hesaplamaları yaparak tabloya yazınız.
Bunun için gerekli PLC programını S7-1200’e göre TIA programı ile yaparak PLC’ye yükleyerek çalıştırınız.
Program şemasını ve PLC ye bağlantı şemasını ve PLC bağlantı şemasını çiziniz.
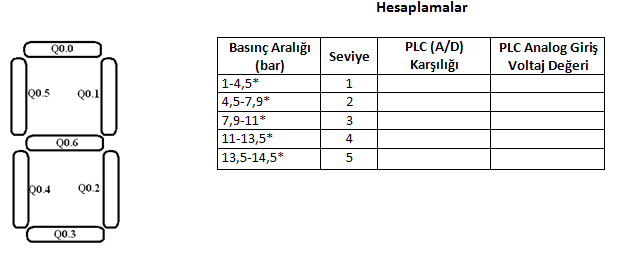
Bir hava tankının basıncı bir sensör ile sürekli kontrol edilmektedir. Basınç sensörü 0-15 bar aralığını 0-10V olarak vermektedir. (15 bar =10V). Aşağıdaki tabloda gösterilen basınç aralıkları sistem için bir seviye göstermektedir. Bu seviye 7 segmentli bir display ile ifade edilmektedir. Belirtilen sıcaklık aralıkları için display de seviye sayısını oluşturunuz.
Aşağıda bulunan tank ilk durumda boştur. Bu tankın içerisine belirli miktarlarda sıvılar karıştırılarak bir karışım elde edilmektedir. Karıştırma işlemleri sırasında sıvılar sırasıyla eklenmekte ve daha sonra belli bir süre ısıtılıp, belli bir hızda karıştırılmaktadır. Sıvı seviyesi için bir adet ultrasonik sensör, sıcaklık için bir adet sıcaklık sensörü kullanılmaktadır. Motor 3 fazlı ASM olup bir adet frekans invertörü ile kontrol edilmektedir. Frekans invertörü 0-10 V Analog sinyal ile kontrol edilmektedir. Motorun tam devri 50 Hz de 3600 d/d dır.Karışımın hazırlanma aşamaları aşağıdaki gibidir.
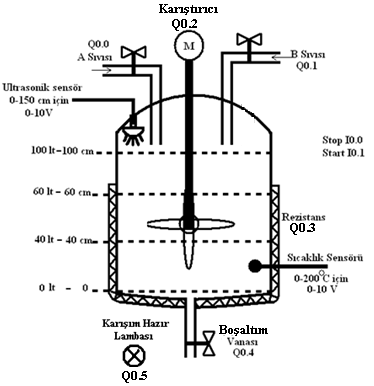
- Starta basıldığında “A” sıvısından 48 lt akacaktır.
- Daha sonra “B” sıvısından 36 lt akacaktır.
- Bu karışım önce 900 d/d ile 10 sn karıştırılacaktır.
- Daha sonra 1500d/d ile 8 sn karıştırılacaktır.
- Karıştırma işlemleri bitince kazan 148oC’ye kadar ısıtılacaktır.
- Isıtma işlemi bitince Karışım hazır lambası sürekli yanacaktır.
- Karışım hazır lambası yandıktan 6 sn sonra “Boşaltım vanası” açılarak karışım boşaltılacaktır.
- Kazan içerisindeki sıvı miktarı 3lt kaldığında “Boşaltım vanası” kapanacak, “karışım hazır lambası” sönecek ve karışım tekrardan hazırlanacaktır.